
В данной категории нет материалов.
Подкатегории
-
Магнитопорошковый контроль
Магнитопорошковый контроль, магнитопорошковая дефектоскопия, магнитопорошковый метод контроля
Сущность метода магнитопорошкового контроля (МПК)
Магнитопорошковый контроль - один из самых распространённых, надёжных и производительных методов неразрушающего контроля поверхностей изделий из ферромагнитных материалов в их производстве и эксплуатации.
Магнитопорошковый метод контроля - один из четырех классических методов неразрушающего контроля, а также один из наиболее старых методов неразрушающего контроля, связанных с применением приборов и дефектоскопических материалов для неразрушающего контроля. Первые опыты описали феномен полей магнитного рассеяния и объяснили их значение. Впоследствии были предприняты попытки найти применение этому явлению и ввести его в техническую практику. В 1868 году англичанин Саксби применил компас для определения дефектов в пушечных стволах. В 1917 году американец Хок применил железные опилки для обнаружения трещин в стальных деталях.
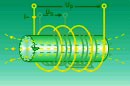
Суть магнитопорошкового метода такова: магнитный поток в бездефектной части изделия не меняет своего направления; если же на пути его встречаются участки с пониженной магнитной проницаемостью, например дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т.д.), то часть силовых линий магнитного поля выходит из детали наружу и входит в нее обратно, при этом возникают местные магнитные полюсы (N и S) и, как следствие, магнитное поле над дефектом. Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных силовых линий, то есть к дефекту. Частицы в области поля дефекта намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы так, что образуют цепочные структуры, ориентированные по магнитным силовым линиям поля.
Магнитопорошковый контроль предназначен для выявления тонких поверхностных и подповерхностных нарушений сплошности металла – дефектов, распространяющихся вглубь изделий. Такими дефектами могут быть трещины, волосовины надрывы, флокены, непровары, поры. Наибольшая вероятность выявления дефектов достигается в случае, когда плоскость дефекта составляет угол 90° с направлением намагничивающего поля (магнитного потока). С уменьшением этого угла чувствительность снижается и при углах, существенно меньших 90° дефекты могут быть не обнаружены.
Чувствительность метода магнитопорошковой дефектоскопии определяется магнитными характеристиками материала контролируемого изделия (магнитной индукцией (В), остаточной намагниченностью (Br ), максимальной магнитной проницаемостью (µmax ), коэрцитивной силой (Н0), шероховатостью поверхности контроля, напряженностью намагничивающего поля, его ориентацией по отношению к плоскости дефекта, качеством дефектоскопических средств и освещенностью контролируемой поверхности.
Магнитопорошковый метод контроля находит применение практически во всех отраслях промышленности:
- металлургия
- машиностроение
- авиапромышленность
- автомобильная промышленность
- судостроение
- строительство (стальные конструкции, трубопроводы)
- энергетическое и химическое машиностроение
- транспорт (авиация, железнодорожный, автотранспорт)
Магнитопорошковый контроль является самостоятельным технологическим процессом и включает в себя:
- подготовку поверхностей изделий к контролю
- намагничивание деталей
- обработку поверхности детали суспензией (порошком)
- осмотр деталей
- размагничивание
- контроль качества процесса
скачайте опросник по Вашей задаче магнитопорошкового контроля
-
Вихретоковый контроль
Вихретоковый контроль, вихретоковый метод неразрушающего контроля
Вихретоковый контроль
 Вихретоковый контроль основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля (ОК) этим полем. Распределение и плотность вихревых токов определяются источником электромагнитного поля, геометрическими и электромагнитными параметрами ОК, а также взаимным расположением источника поля и ОК.
Вихретоковый контроль основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля (ОК) этим полем. Распределение и плотность вихревых токов определяются источником электромагнитного поля, геометрическими и электромагнитными параметрами ОК, а также взаимным расположением источника поля и ОК.В качестве источника тока ЭЛМ поля чаще всего используется индуктивная катушка с синусоидальным током, называемая вихретоковым преобразователем .
Основными достоинствами вихретокового контроля являются возможность осуществления многопараметрового и бесконтактного контроля ОК. Благодаря этому вихретоковый контроль можно осуществлять при движении ОК относительно вихретокового преобразователя, причем скорость движения при производственном контроле может быть значительной, что обеспечивает высокую производительность вихретокового контроля.
Дополнительным преимуществом вихретокового метода контроля является то, что на сигналы вихретокового преобразователя практически не влияют влажность, давление и загрязненность газовой среды, радиоактивные излучения, загрязнения поверхности ОК непроводящими веществами, а также простота конструкции вихретокового преобразователя.
Т.к. вихревые токи возникают только в электропроводных материалах, то объектами контроля могут быть изделия, изготовленные из металлов, сплавов, графита, полупроводников и других электропроводящих материалов.
Метод вихретокового контроля применяется для дефектоскопии, структуроскопии, определения толщины покрытий, размеров, проводимости и качества термической обработки. Объектами вихретокового контроля могут быть электропроводящие прутки, проволока, трубы, листы, пластины, покрытия, в т.ч. многослойные, железнодорожные рельсы, корпуса атомных реакторов, подшипники, крепежные детали и многие другие промышленные изделия.
-
Контроль геометрии
Контроль геометричеких параметров
Скачать опросный лист на оборудование автоматизированного определения геометрических параметров:

Традиционно измерение геометрических параметров объектов проводилось либо с помощью линейки и различных шаблонов, либо ручными приборами. Измерение объекта со сложной геометрией, значительными габаритными размерами или весом с помощью этих инструментов - процедура трудоемкая, занимающая много времени.
Современные тенденции развития производства подразумевают максимальную автоматизацию ручного труда, применение новых технологий и программных средств, что в целом должно обеспечивать снижение влияния человеческого фактора на результаты работы и повышение производительности труда.
Следуя законам эволюции и техническому прогрессу, мы предлагаем нашим Заказчикам современный способ измерения геометрических параметров сложных объектов.
Используя различные датчики и измерительные системы, наши комплексы позволяют добиваться необходимой и устойчивой точности, вплоть до долей микрометра. Анализ измерений дает полную информацию о геометрии поверхности любой формы, а также степени ее износа.
Комплексный подход к решению данных задач позволяет нам полностью или частично автоматизировать процесс измерений, а также эффективно интегрировать наши системы в существующий технологический процесс.


Автоматизированные контрольные комплексы ГЕОМЕТРИКС созданы для бесконтактного измерения геометрических параметров объектов на основе триангуляционного метода с использованием лазерных датчиков и специализированного программного обеспечения.
Производимые и поставляемые нами комплексы позволяют измерять более 30 абсолютных и относительных геометрических параметров объекта контроля. Применение данных комплексов позволяет достичь более высокой скорости контроля, обеспечивая при этом высокий уровень достоверности полученных результатов
Внедрение автоматизированных систем измерений позволит Вам:
уменьшить время контроля геометрии и соответственно время технологического процесса;
обеспечить бесконтактность производимых измерений;
обеспечить контроль объектов из различных материалов и определять геометрию в динамике;
обеспечить компактность и простоту реализации процесса;
позволит удобно самотестировать и калибровать систему измерений;
совместить контроль геометрии с неразрушающим контролем;
исключить «человеческий фактор».Одним из конкурентных преимуществ нашей компании является возможность решения нестандартных задач, возникающих в процессе измерения геометрических параметров, а накопленный опыт и квалификация специалистов позволяют решать их в кратчайшие сроки и на высоком техническом уровне.

Задать вопрос руководителю проектов по автоматизированному измерению геометрических параметров:
Ахметов Рустэм Рашитович
тел.: (812) 448-18-18, +7 (911) 212-81-81, e-mail: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
-
Ультразвуковой контроль
Оборудование ультразвукового контроля
-
Метод рассеяния магнитного потока
Сущность метода магнитоиндукционного контроля, рассеяния магнитного потока
Магнитноиндукционные методы охватывают полосу частот от нескольких Гц до примерно 1000 Гц - традиционно с абсолютными катушками - обычно используются, чтобы определить общие, технологические свойства материала, типа структуры зерна, твердости, глубины цементации и толщины слоя. Магнитно-индукционным методом, можно выборочно исследовать ядро или поверхность, изменяя частоту. Возбуждение происходит одной одиночной частотой или несколькими частотами (последовательно или одновременно), в зависимости от задачи контроля
Метод рассеяния магнитного потока используется с переменным полем намагничивания в основном на стальных прутках с круглым поперечным сечением и горячекатаной поверхностью. Метод рассеивания потока переменного поля большой мощности концентрирует магнитный поток на поверхности материала и, таким образом, особенно подходит для обнаружения небольших дефектов поверхности вплоть до глубины 0.1 мм.
Метод рассеяния магнитного потока постоянного поля используется с намагничиванием постоянным полем в основном на стальных трубах с круглым поперечным сечением и горячекатаной поверхностью. Метод рассеевания потока постоянного поля дает возможность намагнитить все поперечное сечение материала и, таким образом, позволяет контролировать дефекты на внешней и внутренней поверхности трубы. Способность обнаруживать внутренние дефекты уменьшается с увеличением толщины стенки.
-
Каппилярный контроль
Капиллярный контроль, пенетрантный контроль
Сущность метода капиллярного контроля
Капиллярный метод неразрушающего контроля (ГОСТ 18442-80) основан на капиллярном проникновении внутрь дефекта индикаторной жидкости, хорошо смачивающей материал объекта контроля (ОК) с последующей регистрацией индикаторных следов.
Капиллярный метод контроля пригоден для выявления несплошностей с поперечными размером 0,1 - 500 мкм, в том числе сквозных, на поверхности черных и цветных металлов, сплавов, керамики, стекла и т.п. Широко применяется для контроля целостности сварного шва.
Красящий пенетрант наносится на поверхность ОК. Благодаря особым качествам, которые обеспечиваются подбором определенных физических свойств пенетранта: поверхностного натяжения, вязкости, плотности, он, под действием капиллярных сил, проникает в мельчайшие дефекты, имеющие выход на поверхность объекта контроля. Проявитель, наносимый на поверхность объекта контроля через некоторое время после осторожного удаления с поверхности пенетранта, растворяет находящийся внутри дефекта краситель и за счет диффузии "вытягивает" оставшийся в дефекте пенетрант на поверхность объекта контроля. Имеющиеся дефекты видны достаточно контрастно. Индикаторные следы в виде линий указывают на трещины или царапины, отдельные точки - на поры.
Процесс обнаружения дефектов капиллярным методом разделяется на 5 стадий.
 1 стадия – предварительная очистка поверхности. Чтобы краситель мог проникнуть в дефекты на поверхности, ее предварительно следует очистить водой или органическим очистителем. Все загрязняющие вещества (масла, ржавчина, и т.п.) любые покрытия (ЛКП, металлизация) должны быть удалены с контролируемого участка. После этого поверхность высушивается, чтобы внутри дефекта не оставалось воды или очистителя.
1 стадия – предварительная очистка поверхности. Чтобы краситель мог проникнуть в дефекты на поверхности, ее предварительно следует очистить водой или органическим очистителем. Все загрязняющие вещества (масла, ржавчина, и т.п.) любые покрытия (ЛКП, металлизация) должны быть удалены с контролируемого участка. После этого поверхность высушивается, чтобы внутри дефекта не оставалось воды или очистителя. 2 стадия – нанесение пенетранта. Пенетрант, обычно красного цвета, наносится на поверхность путем распыления, кистью или погружением ОК в ванну, для хорошей пропитки и полного покрытия пенетрантом. Как правило, при температуре 5-50 0 С, на время 5-30 мин.
2 стадия – нанесение пенетранта. Пенетрант, обычно красного цвета, наносится на поверхность путем распыления, кистью или погружением ОК в ванну, для хорошей пропитки и полного покрытия пенетрантом. Как правило, при температуре 5-50 0 С, на время 5-30 мин. 3 стадия - удаление излишков пенетранта. Избыток пенетранта удаляется протиркой салфеткой, промыванием водой. Или тем же очистителем, что и на стадии предварительной очистки. При этом пенетрант должен быть удален с поверхности, но никак не из полости дефекта. Поверхность далее высушивается салфеткой без ворса или струей воздуха. Используя при этом очиститель есть риск вымывания пенетранта и неправильной его индикации.
3 стадия - удаление излишков пенетранта. Избыток пенетранта удаляется протиркой салфеткой, промыванием водой. Или тем же очистителем, что и на стадии предварительной очистки. При этом пенетрант должен быть удален с поверхности, но никак не из полости дефекта. Поверхность далее высушивается салфеткой без ворса или струей воздуха. Используя при этом очиститель есть риск вымывания пенетранта и неправильной его индикации. 4 стадия – нанесение проявителя. После просушки сразу же на ОК наносится проявитель, обычно белого цвета, тонким ровным слоем
4 стадия – нанесение проявителя. После просушки сразу же на ОК наносится проявитель, обычно белого цвета, тонким ровным слоем5 стадия - контроль. Инспектирование ОК начинается непосредственно после окончания процесса проявки и заканчивается согласно разным стандартам не более, чем через 30 мин. Интенсивность окраски говорит о глубине дефекта, чем бледнее окраска, тем дефект мельче. Интенсивную окраску имеют глубокие трещины. После проведения контроля проявитель удаляется водой или очистителем.
Наиболее удобны распылители, например аэрозольные баллоны. Можно наносить проявитель и окунанием. Сухие проявители наносятся в вихревой камере, либо электростатически. После нанесения проявителя следует выждать время от 5 мин для крупных дефектов, до 1 часа для мелких дефектов. Дефекты будут проявляться, как красные следы на белом фоне.
Сквозные трещины на тонкостенных изделиях с помощью капиллярного контроля можно обнаруживать, нанося проявитель и пенетрант с разных сторон изделия. Прошедший насквозь краситель будет хорошо виден в слое проявителя.
Согласно ГОСТ 18442-80 класс чувствительности капилярного контроля определяется в зависимости от размера выявляемых дефектов. В качестве параметра размера дефекта принимается поперечный размер дефекта на поверхности объекта контроля – так называемая ширина раскрытия дефекта. Нижний порог чувствительности, т.е. минимальная величина раскрытия выявленных дефектов ограничивается тем, что весьма малое количество пенетранта; задержавшееся в полости небольшого дефекта, оказывается недостаточным, чтобы получить контрастную индикацию при данной толщине слоя проявляющего вещества. Существует также верхний порог чувствительности, который определяется тем, что из широких, но неглубоких дефектов пенетрант вымывается при устранении излишков пенетранта на поверхности.
Установлено 5 классов чувствительности ( по нижнему порогу) в зависимости от размеров дефектов(табл.1).
Класс чувствительности Ширина раскрытия дефекта, мкм I Менее 1 II От 1 до 10 III От 10 до 100 IV От 100 до 500 технологический Не нормируется За рубежом установлены другие шкалы чувствительности пенетрантов. Например в немецком промышленном стандарте DIN 54 152, чувствительность пенетрантов также разделяется на четыре класса, но шкала чувствительности обратная (табл.2)
Класс чувствительности
Ширина раскрытия дефекта, мкм (±20%)
Толщина никелевого покрытия, мкм (±10%)
I - низкий
4
100
II - средний
2
60
III - высокий
1
60
IV – очень высокий
0,6
50
Чувствительность дефектоскопических материалов определяется на контрольных образцах, т.е. на пластинах определенной шероховатости с заранее нанесенными на них нормированными трещинами. Это, как правило, стальные, алюминиевые или титановые пластины. С помощью контрольных образцов можно судить о возможностях того, или иного набора; степени ухудшения свойств с течением времени; правильности применяемых методик.
-
Оборудование неразрушающего контроля по отраслям промышленности
Предлагаем готовые решения в области неразрушающего контроля по отраслям промышленности:

- Оборудование неразрушающего контроля для железнодорожного транспорта
- Оборудование неразрушающего контроля для предприятий металлургии
- Оборудование неразрушающего контроля для аэрокосмического машиностроения
- Оборудование неразрушающего контроля для метрополитена
- Оборудование неразрушающего контроля для ВПК